
 027-87056280
027-87056280
 公司总部
公司总部
电话:027-87056280
邮箱:sales1@whsylt.com
地址:武汉市洪山区佳园路高科大厦1178号
发布时间:2023-01-11文章分类:环保百科编辑作者:森源蓝天阅读次数:1023 次
螺旋输送机其主要结构均由驱动轮、张紧轮和挠性牵引构件组成,因此,通常称它们为具有挠性牵引构件的输送设备。螺旋输送机则不同,它是以一刚性的螺旋体作为主要构件而实现物料输送的,通常称它为具有刚性“牵引”构件的输送设备。
螺旋输送机其主要结构均由驱动轮、张紧轮和挠性牵引构件组成,因此,通常称它们为具有挠性牵引构件的输送设备。螺旋输送机则不同,它是以一刚性的螺旋体作为主要构件而实现物料输送的,通常称它为具有刚性“牵引”构件的输送设备。

螺旋输送机俗称绞龙,是一种用于短距离水平或垂直方面输送散体物料的连续性输送机械。其主要特点是:结构简单、外形尺寸小、造价低、密封性好、可实现多点进卸料、对物料有搅拌混合作用,但其输送距离小,叶片和机壳易磨损,能耗较高,对物料破碎作用较强。根据其结构特点和性能,螺旋输送机通常用于粮油、饲料加工厂生产工艺过程中物料的输送。
但应注意,它不宜输送大块的、含纤维性杂质较多的、磨损性很强、易破碎或易粘结的物料,以免造成堵塞和物料的破碎。按安装形式螺旋输送机可分为固定式和移动式,按输送方向或工作转速可分为水平慢速和垂直快速两种,工程实际中较常用的为固定式、水平慢速螺旋输送机。
1.结构与工作原理
(1)结构
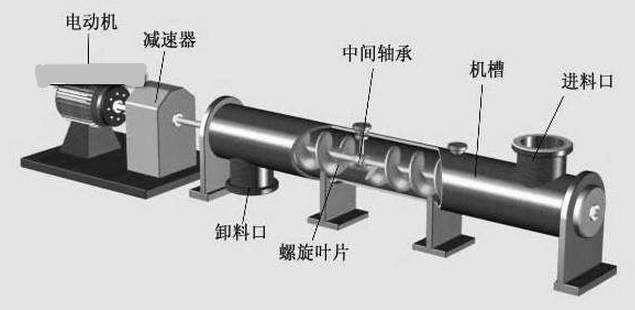
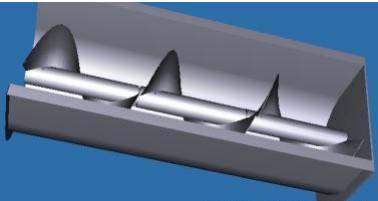
如图所示为水平螺旋输送机的一般结构,它主要由螺旋体、轴承、料槽、进出料口和驱动装置等部分组成。刚性的螺旋体通过头、尾部和中间部位的轴承支承于料槽,形成可实现物料输送的转动构件,螺旋体的运转通过安装于头部的驱动装置实现,进出料口分别开设于料槽尾部上侧和头部下侧。
螺旋输送机一般结构:
a.螺旋体
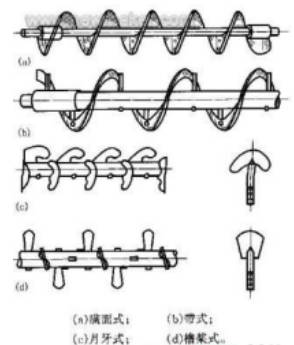
—螺旋体是螺旋输送机实现物料输送的主要构件,它由螺旋叶片和螺旋轴两部分构成。常用的叶片有满面式(实体式)和带式两种形式。按叶片在轴上的盘绕方向不同可分为右旋和左旋两种(逆时针盘绕为左旋,顺时针盘绕为右旋)。
螺旋体输送物料方向由叶片旋向和轴的旋转方向决定,具体确定时,先确定叶片旋向,然后按左旋用右手、右旋用左手的原则,四指弯曲方向为轴旋转方向,大拇指伸直方向即为输送物料方向,如图所示。同一螺旋体上如有两种旋向的叶片,可同时实现两个不同方向物料的输送。螺旋轴通常采用直径30~70mm的空心钢管。
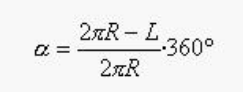
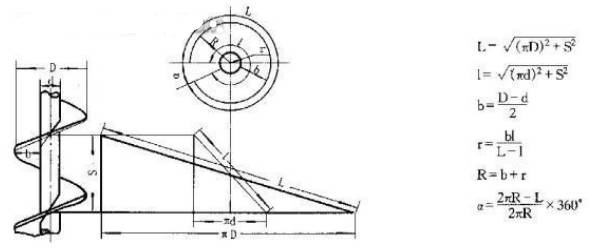
螺旋体的主要规格尺寸为叶片直径D(mm)、轴直径d(mm)和螺距s(mm),系列直径见表。螺旋叶片通常采用简易制造法,即用1.5~4.0mm厚的薄钢板冲压或剪切成带缺口的圆环,将圆环拉制成一个螺距的叶片,然后将若干个单独的叶片经焊接或铆接于螺旋轴形成一个完整的螺旋叶片。如图5—19,圆环的尺寸(下料尺寸)用下面的公式计算:
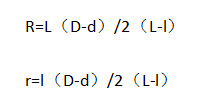
式中:R——圆环外圆直径(mm);
r——圆环内圆直径(mm);
α——圆环的缺角(0);
满面式叶片展开:
轴承——轴承是安装于机槽用于支承螺旋体的构件,按其安装位置和作用不同有头部轴承、尾部轴承和中间轴承。
如图所示,头部轴承主要由向心推力轴承、轴承座、轴承盖、油环等部分组成,它安装于头部卸料端,承受径向力和轴向力,所以其轴承应采用向心推力轴承;尾部轴承安装于尾部进料端,只承受径向力,采用向心球面轴承,结构较简单,如图5—21所示;对于螺旋轴在3米以上的螺旋输送机,为了避免螺旋轴发生弯曲,应安装中间轴承,中间轴承一般采用悬吊结构,且其横向尺寸应尽可能小,以免造成物料堵塞。
料槽——水平慢速螺旋输送机的料槽通常用2~4mm厚的薄钢板制成。
横断面两侧壁垂直,底部为半圆形,每节料槽的端部和侧壁上端均用角钢加固,以保证料槽的刚度,实现节与节间、顶部盖板与料槽的连接,料槽底部应设置铸铁件或角钢焊接件的支承脚。
底部半圆的内径应比螺旋叶片直径大4~8mm,如图5—22所示。垂直快速螺旋输送机料槽横断面为圆形,通常采用薄壁无缝钢管制成。
b.工作原理
螺旋叶片为螺旋形空间曲面,它是由一直线绕轴同时作旋转运动和直线运动形成的。所以螺旋输送机输送物料时就是利用固定的螺旋体旋转运动伴随的直线运动推动物料向前输送。
物料呈螺旋线状向前运动,也就是在向前输送的同时伴随着圆周方向的翻滚运动。
所以,水平慢速螺旋输送机的转速不能太大,而垂直快速螺旋输送机必须利用螺旋体的高速旋转使物料与料槽间形成足够的摩擦力,以克服叶片对物料的摩擦阻力及物料自身的重力,保证物料向上输送。
c.简单计算及选用
输送量计算
水平慢速螺旋输送机的输送量可用下式计算:
Q=47D2nSγψC(t/h)
式中:Q——输送量(t/h);
D——螺旋叶片直径(m),应选用表5-11的系列标准值;
N——螺旋轴转速(γ/min);
γ——物料容重(t/m3);
ψ——装满系数,一般情况下,粮粒ψ=0.25~0.4,油料ψ=0.25~0.35,麸皮、米糠ψ=0.25,面粉ψ=0.2;
S——螺旋叶片螺距(m),满面式叶片S=0.8D,带式叶片S=D。
C——倾斜输送时的修正系数。
在已知输送量的前提下,确定叶片直径D后,可用下式计算螺旋轴转速:
水平慢速螺旋输送机螺旋轴转速n不能超过其极限转速,否则其对物料的搅拌作用将大大超过输送作用,甚至只对物料有搅拌作用而没有输送作用。
极限转速的计算公式为:
n=Q/47D2SγψC
式中:n0——螺旋轴极限转速(γ/min);
A——物料综合特性系数,粮油类物料一般可取A=65。
选用
螺旋输送机的型号表示也是由四部分组成,举例如下:
TLSS25型螺旋输送机
T——专业代号(粮抽机械通用设备);
LS——品种代号(螺旋输送机);
S——型式代号(水平式);(立式和移动式螺旋输送机的型号代号分别为L和Y);
25——规格代号[螺旋叶片直径D(cm)]。
选用螺旋输送机时,必须遵循输送设备选用的一般原则,同时具体还应考虑到以下几点:
根据工艺要求不同选择合适的机型。水平或小倾角短距离输送应选用水平慢速(LSS型)螺旋输送机;高度不大的垂直或大倾角输送,则应选用垂直快速(LSL型)螺旋输送机。
根据被输送物料性质不同确定螺旋叶片形式。输送小麦、稻谷等散落性较好的物料时应选用满面式叶片;输送油料类粘性大、易粘结的物料时,为了防止堵塞,应选用带式叶片。应注意,输送原粮类和大米等物料,为了防止物料被破碎,一般不选用螺旋输送机。
根据工艺设备的布置要求确定螺旋叶片的旋向、螺旋轴的转向及螺旋体的组合。输送机头、尾端(进卸料端)位置确定后,物料的输送方向即确定,螺旋叶片旋向和轴转向必须符合要求;如需中间或两端卸料,则应采用旋向不同的叶片组合成一个螺旋体。
根据工艺要求的输送量确定螺旋输送机的型号规格。
例——某面粉厂,用一水平慢速螺旋输送机输送小麦(γ=0.75t/m3),输送量为15t/h。试确定选用螺旋输送机规格、计算叶片下料尺寸?
解:根据Q=15t/h,查表5-13,选用叶片直径D=250mm;水平输送,C=1;采用满面式叶片S=0.8D=0.8×0.25=0.2(m);取ψ=0.33,A=65。
利用:
应选用TLSS25型螺旋输送机,D=250mm,d=48 mm。
下面进行叶片下料尺寸计算:
d.安装、操作与维护
安装
螺旋输送机的安装形式主要有:地面支承安装、悬吊支承安装、通廊或地沟中的安装和两台串联工作的安装。
安装和调整时应达到以下要求:
料槽中心线与螺旋轴应保持良好的同轴度。
料槽各节间连接处应紧密,不能出现错位现象。节与节间、顶盖与料槽间可加垫片,以保证料槽的密封,同时,还可调节料槽的长度误差。
料槽内壁与螺旋体周围的间隙应相等。
驱动装置轴与螺旋轴应保持良好的同轴度。调整时可借助垫片调节驱动装置的高度。
螺旋体安装后应对其进行静平衡试验。
中间悬挂轴承应可靠而恰当地支承连接轴,以免螺旋轴产生径向变形。安装可通过调整轴承轴瓦间垫片达到要求。
整机安装完毕后,应检查机内有无杂物,各润滑处是否加足润滑油。
空载试车时,轴承不能漏油,且轴承温升不超过20℃。负载试车时,轴承温升不得超过30℃。
操作与维护
开车前应判明电机旋转方向是否符合工作要求。还应检查料槽内有无杂物,特别是中间悬挂轴承处的堵塞物,以免发生堵塞故障。
进入输送机的物料,应先进行必要的清理,以防止大块杂质或纤维杂质进入输送机,保证输送机正常工作。
起动时应保证空载起动,停车时应待机内物料排净后再停车。
在运行过程中,如发现大块杂质或稻杆、草绳等纤维性杂质进入料槽,应立即停车处理。不能在没有停机的情况下,直接用手或借助其他工具伸入料槽内掏取物料。
输送粘性较大、水分较高的物料时,应经常清除机内各处的粘附物,以免引起输送量下降甚至产生堵塞。
输送机顶盖必须盖严,以防止外界物品进入料槽,机内灰尘外扬,甚至发生安全事故。同时,还应禁止在机盖上踩踏行走,以防人身安全事故的发生。
堵塞故障的分析
螺旋输送机由于输送物料空间较小,对物料很敏感;螺旋轴旋转时易发生物料的缠绕;还有中间悬挂轴承易堵塞物料。
所以堵塞是螺旋输送机最常见的故障,发生堵塞轻者会影响产量,增加电耗,严重时会烧坏电机,扭断螺旋轴,影响生产的正常进行。产生堵塞的原因很多,防止发生堵塞主要可采取以下措施:
合理选择螺旋输送机的各技术参数,如慢速螺旋输送机转速不能太大。
严格执行操作规程,做到无载起动、空载停车;保证进料连续均匀。
加大出料口或加长料槽端部,以解决排料不畅或来不及排料的问题。同时,还可在出料口料槽端部安装一小段反旋向叶片,以防端部堵料。
对进入输送机的物料进行必要的清理,以防止大杂或纤维性杂质进入机内引起堵塞。
尽可能缩小中间悬挂轴承的横向尺寸,以减少物料通过中间轴承时堵料的可能。
安装料仓料位器和堵塞感应器,实现自动控制和报警。
在卸料端盖板上开设一防堵活门。发生堵塞时,由于物料堆积,顶开防堵门,同的通过行程开关切断电源。
声明:本网部分内容整理为互联网,相关信息仅为传递更多信息之目的,不代表本网观点,不拥有所有权,版权归原作者所有。本平台转载旨在分享交流,并不代表赞同文中观点和对其真实性负责。仅供读者参考,不用作商业用途。如发现本网有涉嫌抄袭侵权/违法违规的内容,请及时与本网联系,本网将在第一时间对争议内容进行整改处理!
公司总部电话:027-87056280
邮箱:sales1@whsylt.com
地址:武汉市洪山区佳园路高科大厦1178号
 黄石分公司
黄石分公司地址:湖北省黄石市大冶市钟山大道283号
 微信二维码
微信二维码
 手机二维码
手机二维码